1、Ar+He混合气体TIG焊可焊哪些金属?
Ar+He混合气体的电弧具有氩气和氦气的合成性能,有高稳定电弧与高热功率的配合、净化作用,且有利于减少气孔,具有较高的电弧温度,可使工件获得较多的热量,熔深大,焊接速度几乎为氩弧焊的两倍。Ar+He混合气体TIG焊适合焊接铝及铝合金、镁及镁合金、铜及铜合金、钛及钛合金等金属,以及金属基(一般为铝、镁、钛等)复合材料。
2、Ar+He混合气体电弧有哪些特点?
氩气密度比空气大,而比热容和热导率比空气小,这些特性使氩气具有良好的保护作用和稳弧作用。与氩气相比,氦气电离电位高,热导率大,在相同的焊接电流和电弧长度条件下,氦弧的电弧电压比氩弧高(即电弧的电场强度高),使电弧有较大的功率;并且氦气冷却效果好,使得电弧能量密度大,弧柱细而集中,得到的焊缝有较大的熔透率。
3、Ar+He混合气体比例对电弧特性有何影响?
随着气体配比的变化,电弧形状发生变化。氦气的体积分数对电弧形态的影响如图1-6所示。照片是焊接镁合金时,采用数码相机加焊接用滤光镜片所得,相机镜头与电弧的距离不变。由图1-6可以看出,随着氦气在混合气体中比例的增大,电弧逐渐收缩,特别是当为纯氦气时,电弧形态较纯氩气时有明显的改变,电弧收缩严重,弧柱细而集中。电弧颜色由白亮逐渐转变为橙黄,这主要是由于纯氦气的谱线位于橙色波长范围内,随着氦气比例的增大,电弧中氦原子电离、复合的数目逐渐增多,其谱线的相对强度也不断增大,宏观上电弧颜色逐渐由白亮向橙色变化。
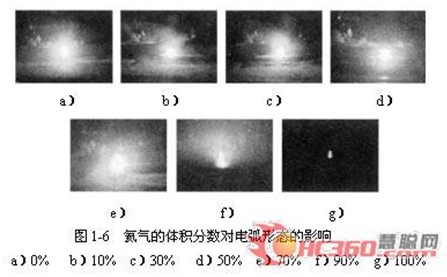
图1-6 氦气的体积分数对电弧形态的影响
电弧稳定性随氦气比例的增大而降低,当氦气体积分数超过70%时,引弧困难,电弧不稳定,保护效果差;当氦气体积分数为90%时熔池飞溅严重;当氦气体积分数达到90%以上时,引弧极其困难,且焊接过程电弧极不稳定。
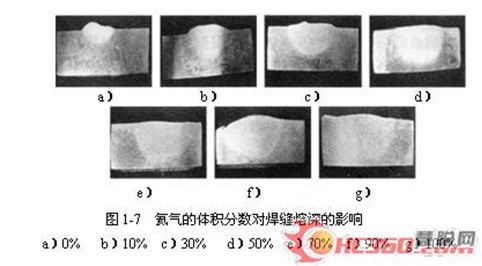
4、Ar+He混合气体比例对焊缝熔深有何影响?
氦气的体积分数对焊缝熔深的影响如图1-7所示。该图为镁合金焊缝的熔深照片。由图1-7中可以看出,随着氦气在混合气体中比例的增大,熔深逐渐增大,形状由蘑菇状变成扁平状,但在氦气体积分数超过50%时,熔深变化较缓慢。这是因为氦弧的功率较氩弧的大,随氦气的增多,电弧能量密度增大,电弧收缩,熔透率增大,导致熔深变大。但由于受到工件厚度和焊接约束的作用,熔深达到6.5mm左右后不再明显变化。
图1-7 氦气的体积分数对焊缝熔深的影响
5、Ar+He混合气体比例对焊接的可操作性有何影响? 随着氦气比例的增加,熔池飞溅逐渐严重,焊接烟气增加。当氦气的体积分数达到90%时,镁合金蒸发严重,焊接烟气很大,操作者有头晕、胸闷、恶心症状,基本上无法实现正常焊接。从焊接的实用性、经济性和环保性出发,Ar+He混合保护气中,可采用体积分数为30%~50%的氦气进行镁合金的焊接。
6、Ar+He混合气体TIG焊接镁合金的接头组织形态如何? 当采用体积比为1∶1的Ar+He混合气体对镁合金进行TIG焊时,在焊接过程中电弧稳定,阴极清理作用明显,氧化膜易于破碎,熔池搅拌充分,保护气氛良好。与母材相比,热影响区的晶粒较粗大。焊缝区组织为细小的等轴晶粒,具有明显的快速凝固组织特点,其晶粒明显比母材区和热影响区细小。这主要是与TIG焊接热循环过程和镁合金的物理特性有关。在焊接过程中,焊缝区的母材吸收大量的热而熔化,凝固时由于镁合金的热导率大,散热快,促进了焊缝区金属的快速凝固结晶,从而导致了焊缝区的晶粒细化。此外,熔池搅拌作用也促进了焊缝区等轴晶的生长。热影响区晶粒粗大,则是由于镁合金的熔点低(一般在500~600℃范围),导热快,焊接时造成的热影响区宽且易于过热,吸收的热量使热影响区的组织发生晶粒长大,从而导致了热影响区的组织晶粒粗大。
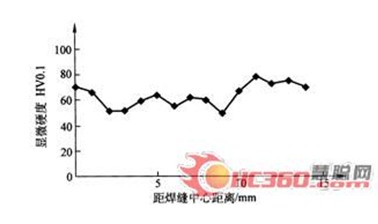
7、Ar+He混合气体TIG焊接镁合金的接头显微硬度如何分布? 焊缝、热影响区、母材区的显微硬度测量结果如图1-8所示。从图中可以看出,焊缝区硬度比母材略低,但差别不大。焊缝与热影晌区交界处硬度有明显上升,热影响区硬度明显低于母材。由于热影响区晶粒较粗大,根据Hall-Petch公式可知,热影响区的显微硬度较低。在焊缝区,一方面组织的显著细化使其显微硬度提高;另一方面和形成的Mg17Al12相比,A1元素主要以固溶态存在时,将使其显微硬度降低。在两种因素的综合作用下,使得焊缝区的显微硬度和母材区接近。
5、Ar+He混合气体比例对焊接的可操作性有何影响? 随着氦气比例的增加,熔池飞溅逐渐严重,焊接烟气增加。当氦气的体积分数达到90%时,镁合金蒸发严重,焊接烟气很大,操作者有头晕、胸闷、恶心症状,基本上无法实现正常焊接。从焊接的实用性、经济性和环保性出发,Ar+He混合保护气中,可采用体积分数为30%~50%的氦气进行镁合金的焊接。
6、Ar+He混合气体TIG焊接镁合金的接头组织形态如何? 当采用体积比为1∶1的Ar+He混合气体对镁合金进行TIG焊时,在焊接过程中电弧稳定,阴极清理作用明显,氧化膜易于破碎,熔池搅拌充分,保护气氛良好。与母材相比,热影响区的晶粒较粗大。焊缝区组织为细小的等轴晶粒,具有明显的快速凝固组织特点,其晶粒明显比母材区和热影响区细小。这主要是与TIG焊接热循环过程和镁合金的物理特性有关。在焊接过程中,焊缝区的母材吸收大量的热而熔化,凝固时由于镁合金的热导率大,散热快,促进了焊缝区金属的快速凝固结晶,从而导致了焊缝区的晶粒细化。此外,熔池搅拌作用也促进了焊缝区等轴晶的生长。热影响区晶粒粗大,则是由于镁合金的熔点低(一般在500~600℃范围),导热快,焊接时造成的热影响区宽且易于过热,吸收的热量使热影响区的组织发生晶粒长大,从而导致了热影响区的组织晶粒粗大。
7、Ar+He混合气体TIG焊接镁合金的接头显微硬度如何分布? 焊缝、热影响区、母材区的显微硬度测量结果如图1-8所示。从图中可以看出,焊缝区硬度比母材略低,但差别不大。焊缝与热影晌区交界处硬度有明显上升,热影响区硬度明显低于母材。由于热影响区晶粒较粗大,根据Hall-Petch公式可知,热影响区的显微硬度较低。在焊缝区,一方面组织的显著细化使其显微硬度提高;另一方面和形成的Mg17Al12相比,A1元素主要以固溶态存在时,将使其显微硬度降低。在两种因素的综合作用下,使得焊缝区的显微硬度和母材区接近。
8、Ar+He混合气体TIG焊接镁合金的接头强度如何? 当采用体积比为1∶1的Ar+He混合气体为保护气氛进行TIG焊接时,焊缝的抗拉强度为184MPa,而母材的抗拉强度为268MPa,焊缝的抗拉强度达到母材的68%,接头的伸长率为母材的58%,明显低于母材。 从宏观断面上看,焊接接头拉伸试件的断裂发生在热影响区,断口表面粗糙不平,颜色灰暗,但断裂前无明显的缩颈;母材的断裂发生在标距中部,且断口与母材成45°角。 图1-9a为母材的拉伸断口扫描图像,图1-9b为接头拉伸断口扫描图像。由该图发现母材属于韧性断裂;断口主要由塑坑组成,为延性断裂;而接头的断口是解理和塑坑组成的混合断口,为韧一脆混合断裂。
图l-9 拉伸断口形貌
9、Ar+He混合气体TIG焊接镁、铝合金有何优缺点? 1)充分利用交流氩弧焊设备,扩大其使用范围。 2)操作简单,焊缝成形美观,质量优良,力学性能满足使用要求。 3)焊接热输入量较小,焊缝和热影响区组织细小均匀。 4)对于要求较高的铝合金厚件补焊更为合适,并能减少气孔。 5)成本较高。
10、Ar+He混合气体TIG焊对人体有害吗? Ar和He都是惰性气体,本身无毒,混合后也不发生反应,所以用Ar+He混合气体进行TIG焊不会对人体造成危害。但用Ar+He混合气体TIG焊接镁合金时,开始时操作者会感到不适,尤以胃部反应最为强烈。这并不是Ar+He混合气体的原因,是由于镁蒸气对人体器官的刺激造成的。一般操作1周后会有明显改善,但需采取戴口罩等措施进行防护。
11、Ar+He混合气体TIG焊接镁合金板材的焊接参数如何确定? 由于镁合金具有熔点低、热导率高、线胀系数高、表面张力小等特点,其焊接方法要求严格。钨极混合气体TIG焊能够实现高品质焊接,得到美观、平滑的优质焊缝。 1)在Ar和He为体积比1∶1的保护气氛下进行TIG焊接。 2)焊接电流。在其他焊接参数不变的条件下,对厚度为3mm的镁合金板材选用40~100A的焊接电流进行焊接。电流较小(≤50A)时,易出现未熔合和未焊透、焊缝表面局部塌陷和突起等现象。电流过大(≥60A)时,母材变形大,易产生烧穿,焊缝出现晶粒过烧、气孔、裂纹等缺陷,焊丝在靠近焊缝前就被熔化,熔滴凝固在焊丝端部,阻碍进一步填丝。当电流适当(50~60A)时,形成的焊缝表面光滑,无堆高,外形美观,质量优良。 3)焊接速度。在焊接速度小于10cm/min时,输入给母材的线能量较多,同时因镁合金的蒸气压力大,表面张力小,在焊接时易出现焊漏、咬边和变形等缺陷,焊缝及近焊缝区附近的晶粒明显长大。 当用较大的焊接速度(14cm/min)进行焊接时,可以提高电弧的稳定性,得到良好的焊缝外观。 4)电弧高度。焊接时应尽量压低电弧高度,充分发挥电弧阴极破碎作用,并使熔池充分搅拌,以促使氧化物和氢的逸出。一般情况下,当电弧高度取4mm时,可以达到理想的焊接效果,且填丝方便。
12、Ar+He混合气体焊接铝合金有何特点? 1)焊接厚板铝合金材料时,采用He+Ar混合气体作为保护气体可明显增加对焊缝的热输入,增大焊缝的有效熔深,提高金属熔敷效率。随着He比例的增加,能明显改善焊缝的熔透深度。板的厚度增大时,He的加入量亦应相应增加。 2)大电流MIG焊焊接厚板铝合金材料时,随焊接电流的增大,惰性气体保护失效而使外界空气进入焊接区域(焊接电弧和焊接熔池),一方面影响焊接电弧,使电弧不能稳定燃烧;另一方面空气中的氧气、氮气进入焊接熔池,并与熔融状态的铝发生化学反应。另外,大量的热量使焊接熔池处于严重的过热状态,再加上电弧力的作用,最终会导致焊缝产生皱皮现象。采用He+Ar混合气体与采用纯Ar作为保护气体相比,可显著提高焊缝产生皱皮的临界电流值,减小焊接过程中产生皱皮的倾向。